1986: Produktion der Karosserie des Audi 100/200 (C3/Typ 44)
Überblick: 1986 Audi 100/200 Body Production
In der dritten Generation des Audi 100 und Audi 200 (Baureihe C3, intern Typ 44) verfolgte Audi ein klares Ziel: hohe Karosseriesteifigkeit, außergewöhnlichen Korrosionsschutz und hervorragende Aerodynamik in einem Fahrzeug zu vereinen. Die hier gezeigten originalen Pressefotos von 1986 dokumentieren zentrale Stationen der Karosserieproduktion – von der automatisierten Roboterschweißung über die vollverzinkte Struktur bis hin zu aufwendigen Korrosionstests im Forschungszentrum Ingolstadt.
Die Kombination aus vollverzinkten Blechen, kathodischer Tauchlackierung (KTL), PVC-Unterbodenschutz, Heißwachs-Hohlraumkonservierung und intensiven Dauerbelastungsprüfungen trug entscheidend dazu bei, dass der Typ 44 bis heute für seine Rostresistenz bekannt ist.
Rohbau, Vollverzinkung und Grundstruktur
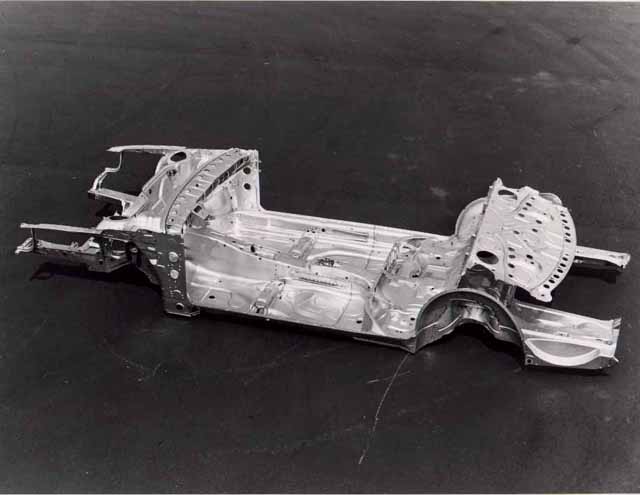
Ausgangspunkt der Produktion ist die Rohkarosserie: Auf Basis von hochpräzise gestanzten und geformten Blechteilen entsteht der strukturelle Kern des Audi 100/200 Typ 44. Durch konsequenten Einsatz verzinkter Bleche bereits in der Bodenbaugruppe wird der Korrosionsschutz buchstäblich von unten her aufgebaut.
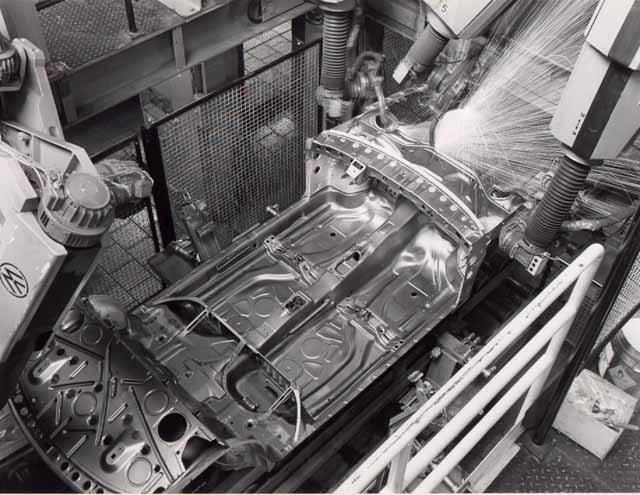
Schweißroboter übernehmen die wiederkehrenden, strukturell wichtigen Nähte am Bodenblech. Dies sichert eine gleichbleibend hohe Qualität der Verbindungen und verringert Fertigungstoleranzen – eine Voraussetzung für die hervorragende Steifigkeit und die exakte Passung der Anbauteile.
Die Bodenbaugruppe ist vollständig verzinkt. Audi setzte beim Typ 44 großflächig auf beidseitig verzinkte Bleche, um den Unterboden und tragende Strukturen langfristig vor Korrosion zu schützen.

Die komplette Rohkarosserie profitiert von dieser Vollverzinkung. Zusammen mit der späteren Lack- und Wachsschicht ergibt sich ein mehrstufiges Schutzsystem, das dem Typ 44 im Alltag eine ungewöhnlich hohe Beständigkeit gegen Rost beschert.
Oberflächenbehandlung: KTL, Phosphatierung, PVC und Wachs
Nach dem Zusammenbau des verzinkten Rohbaus folgen mehrere Schritte der Oberflächenbehandlung, die eng miteinander abgestimmt sind. Ziel ist, jede Falz, jeden Hohlraum und jede exponierte Fläche gleichmäßig zu schützen – unter realen Einsatzbedingungen auf salznassen Winterstraßen ebenso wie in feuchtem Klima.
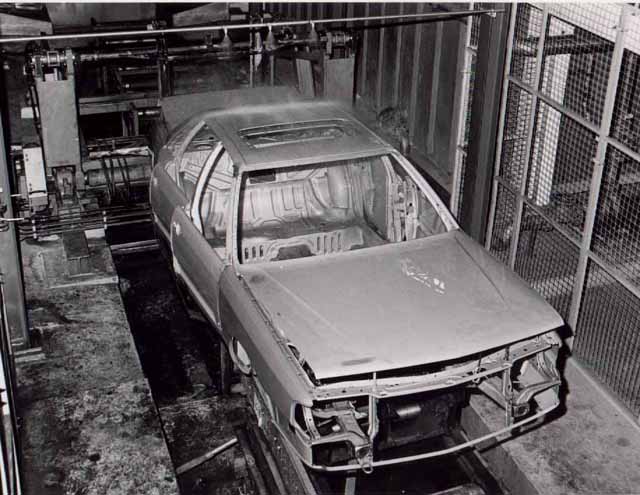
In der kathodischen Tauchlackierung (KTL) wird die Karosserie komplett in ein leitfähiges Tauchbad eingetaucht. Über eine elektrische Spannung lagert sich der Primer gleichmäßig auch in schwer zugänglichen Bereichen ab – ein wichtiger Baustein des Korrosionsschutzes.
Nach der Zinkphosphatierung, die als Haftvermittler und zusätzlicher Korrosionsschutz dient, folgt eine Spülung mit speziell aufbereitetem Reinwasser. So werden Rückstände entfernt und eine definierte Oberfläche für die KTL und weitere Schichten geschaffen.

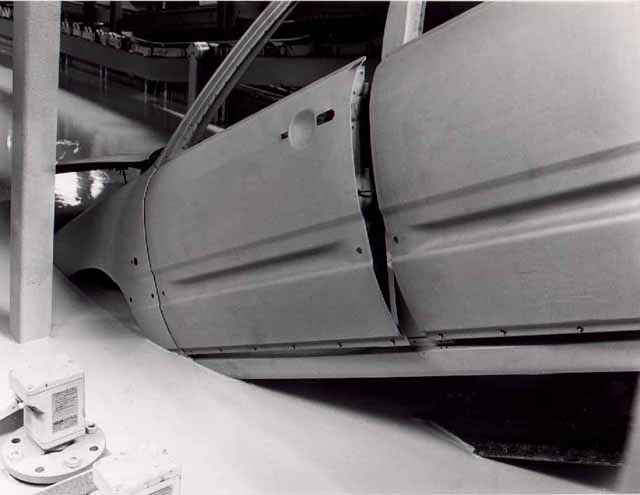
Anschließend bringen Spritzroboter einen PVC-Unterbodenschutz auf. Dieser schützt besonders strahlen- und steinbeschussgefährdete Bereiche wie Radläufe, Schweller und Bodenbleche.

Die Heißwachs-Flutung versiegelt Hohlräume und Falze. Das flüssige Wachs gelangt in Bereiche, die mechanisch nicht erreichbar sind, und bildet dort eine dauerhafte Sperrschicht gegen Feuchtigkeit und Salz.
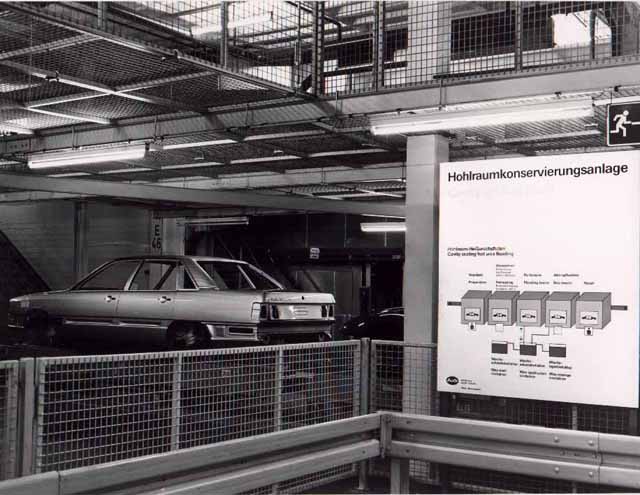
Die Rohkarosserie durchläuft dazu speziell ausgelegte Anlagen, in denen sie nacheinander konserviert, abtropfen gelassen und weiterverarbeitet wird. So entsteht ein aufwändig geschichteter Schutzaufbau: Verzinkung, Phosphatschicht, KTL, PVC und Wachs bilden zusammen das Korrosionsschutzpaket des Typ 44.
Korrosionsforschung und Dauerbelastungstests in Ingolstadt
Um die Wirksamkeit des Schutzsystems zu überprüfen, wurden Karosserien und Bauteile im Korrosionsforschungszentrum Ingolstadt strengsten Tests unterzogen. Temperaturwechsel, Salz, Feuchtigkeit und mechanische Belastung wurden in unterschiedlichen Kammern gezielt simuliert.
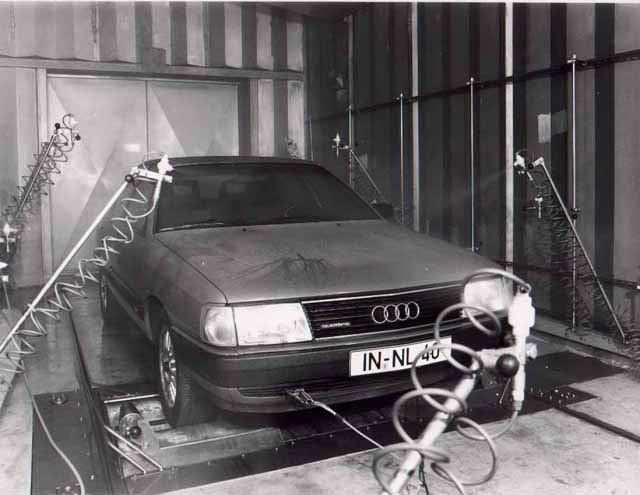
In der Salzsprühkammer werden die Prüflinge über lange Zeiträume feinem Salznebel ausgesetzt. Dieser beschleunigt die Korrosionsprozesse und erlaubt eine Bewertung des Schutzsystems innerhalb kurzer Testzyklen.
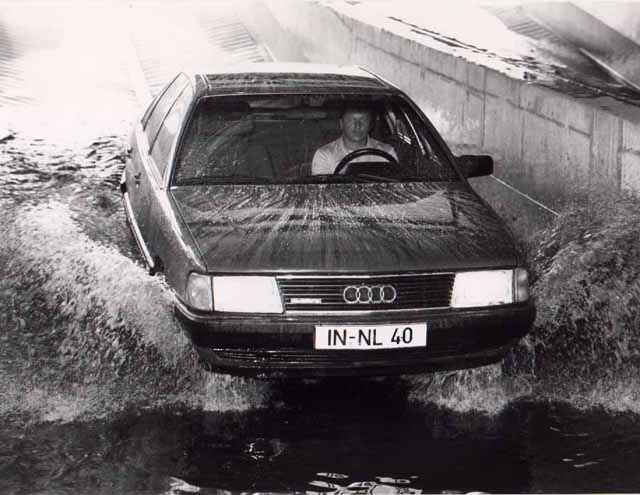
Die Salzwasser-Besprühung simuliert typische Beanspruchungen auf winterlichen Straßen, wenn Schmutz, Wasser und Streusalz im Radhaus und am Unterboden zusammentreffen.
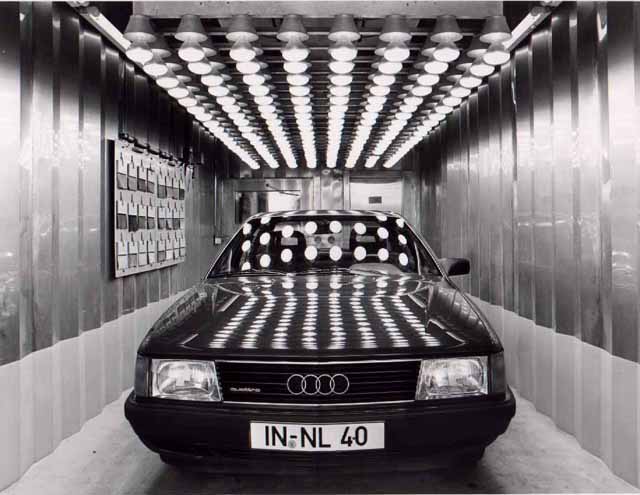
In der Klimakammer werden Temperatur- und Feuchtigkeitswechsel realitätsnah nachgestellt. Hier zeigt sich, wie sich Ausdehnung, Kondenswasserbildung und wiederholtes Austrocknen auf die Karosserie auswirken.
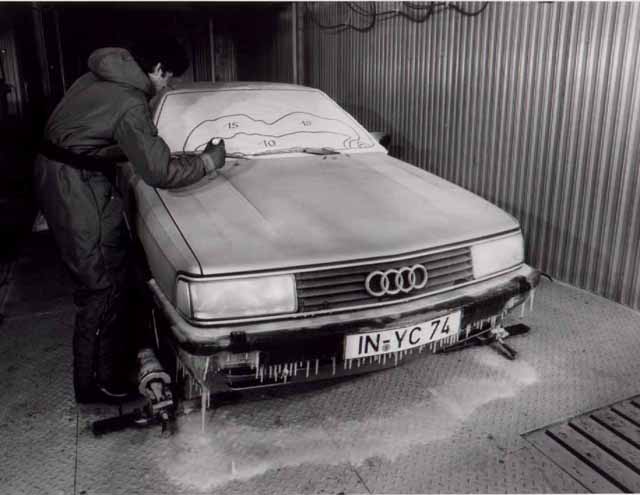
Die Kältekammer ergänzt diese Tests um extreme Kälte. In Kombination mit Salz- und Feuchtigkeitsbelastung entstehen Belastungsprofile, wie sie ein Fahrzeug in einigen Regionen der Welt über die gesamte Lebensdauer erfahren kann.
Die Ergebnisse dieser Prüfungen flossen direkt in die Konstruktion und die Definition der Korrosionsschutzmaßnahmen des Audi 100/200 Typ 44 ein. Dass noch heute viele Exemplare in gutem Blechzustand unterwegs sind, ist nicht zuletzt diesen Entwicklungsaufwänden zu verdanken.
Hinweis zu den verwendeten Pressefotos
Die auf dieser Seite gezeigten Abbildungen sind originale Pressefotos aus einer Audi-Pressemappe aus dem Jahr 1986. Sie dokumentieren exemplarisch die Karosserieproduktion, die Korrosionsschutz- Maßnahmen und die Testverfahren des Audi 100/200 (C3/Typ 44) in dieser Zeit.
Die Bildrechte liegen bei der Audi AG. Die Wiedergabe erfolgt ausschließlich zu dokumentarischen Zwecken im Rahmen der historischen Aufarbeitung der Modellgeschichte des Audi 100/200 Typ 44.